

Direct Air Capture (DAC) is an innovative technology that removes carbon dioxide (CO₂) directly from the atmosphere, helping reduce greenhouse gas concentrations and combat climate change. Beyond mitigating climate impacts, DAC technology also provides industries with captured CO₂ for sustainable manufacturing applications, such as producing chemicals or construction materials.
CDTi contributes to DAC solutions by applying its automotive OEM grade coating technology to solid-sorbent-coated monolith substrates, also called air contactors, used within DAC systems. This specialized coating enhances the efficiency and effectiveness of capturing atmospheric CO₂, directly supporting global decarbonization efforts.
Understanding Direct Air Capture
Direct Air Capture is a process that removes CO₂ from the atmosphere by using air contactors with physical or chemical adsorption mechanisms. This makes it especially valuable in addressing the “legacy emissions” already contributing to global warming.
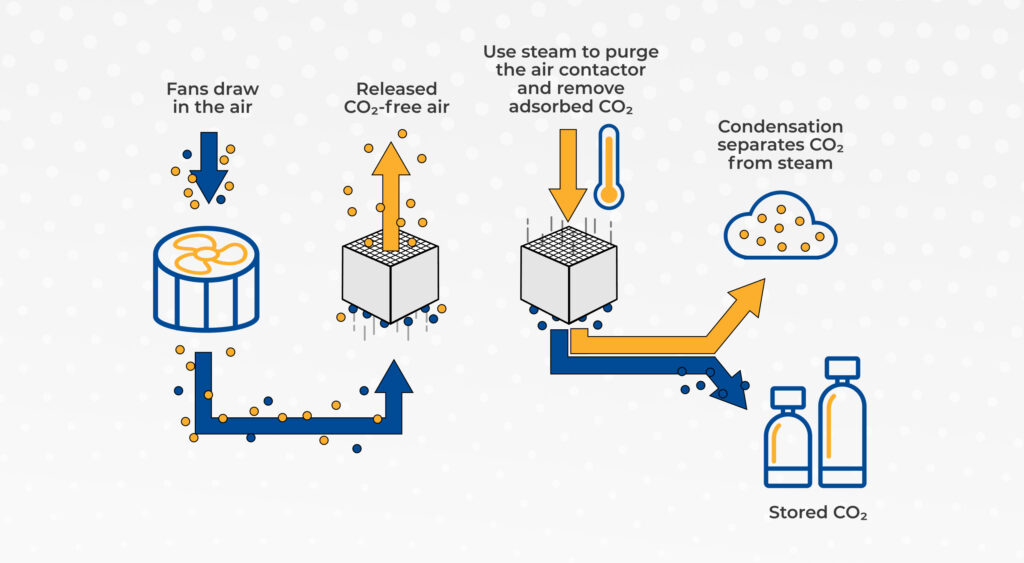
The DAC process typically involves:
- Air Collection: Large fans draw in ambient air.
- CO₂ Absorption: The air passes through an air contactor or chemical solution that binds with the CO₂.
- Regeneration: The CO₂ is separated from the medium using heat or pressure, producing a concentrated CO₂ stream.
- Utilization or Storage: The purified CO₂ is either stored permanently or repurposed as an industrial input.
This ability to remove excess carbon from the atmosphere positions DAC as a valuable component in climate change mitigation strategies, particularly for achieving net-zero emissions goals.
The Climate Challenge: More Than Just Emission Reduction
Reducing greenhouse gas emissions is a cornerstone of climate action, but experts agree that it’s not enough on its own. Many climate models now assume that substantial amounts of Carbon Dioxide Removal (CDR) will be necessary to limit global temperature rise.
Here’s where DAC fits in:
- Counterbalancing Hard-to-Abate Emissions: Certain industries, such as aviation, cement, and steel, are difficult to fully decarbonize. DAC can help neutralize these unavoidable emissions.
- Climate Repair: Removing existing CO₂ addresses past emissions, offering a way to, in theory, “correct” some atmospheric imbalances.
- Circular Carbon Economy: Captured CO₂ can be reused in various products, reducing the need to extract carbon from fossil resources.
CDTi’s Innovation: Enhancing Carbon Capture with Advanced Automotive Coatings
CDTi’s strengths in the carbon capture industry stem from our advanced expertise in coating monolith contactors with solid sorbent materials, enabling highly efficient CO₂ adsorption. Our engineering flexibility supports precise sizing and customization of air contactors for a wide variety of system requirements. We offer broad compatibility by effectively coating monolith substrates across multiple shapes, sizes, and materials. Additionally, CDTi is highly skilled in optimizing coating processes and scaling them for commercial deployment. Our agility in solving complex problems and rapidly responding to customer needs positions us as a reliable provider of innovative carbon capture solutions.
Key features of CDTi’s DAC-based coatings include:
- OEM-Grade Performance: The coatings are engineered to meet rigorous standards set by vehicle manufacturers, ensuring reliability and durability.
- Agile development cycles: Fast and collaborative development processes from coating to testing for rapid innovation.
- Scalable manufacturing of air contactors with consistent quality
By applying automotive-grade coatings to monolith air contactors for Direct Air Capture, CDTi demonstrates how climate-focused innovation can enhance industrial performance and support global decarbonization goals.
Broader Impacts and the Road Ahead
CDTi is uniquely positioned to accelerate the deployment of DAC technologies by offering all the critical elements required for this first-of-its-kind application. Our strengths include industry-leading expertise in coating monolith substrates, robust engineering capabilities for testing and evaluating new sorbent materials, and proven processes for optimizing manufacturing and ensuring product quality.
With a strong commitment to supporting DAC technology providers, CDTi is focused on developing the most advanced air contactors and becoming a trusted partner for pilot demonstrations and future-scale deployments.
Combining environmental responsibility with industrial utility is key to building a more sustainable future. CDTi’s work in OEM coatings is a compelling example of how climate solutions can be seamlessly integrated into existing industries, creating cascading benefits across economic and environmental dimensions.
Bridging Today’s Industrial Capabilities
As the carbon capture industry evolves, cross sector partnerships have become essential for accelerating innovation, solving complex challenges, and reducing costs. These are critical factors for project developers aiming to reach a Final Investment Decision (FID). CDTi bridges this gap by leveraging our extensive coating expertise to support DAC technology partners. By transforming DAC concepts into practical, scalable solutions, CDTi helps clients bring their innovations to market with professionalism, safety, and efficiency.
To learn more about CDTi’s use of DAC in sustainable coatings, visit: